


反渗透浓水回收设备
ERD反渗透浓水回收设备是用于处理废弃浓水及高含盐废水的高效废水处理设备。反渗透浓水系统具有一定的压力差,ERD反渗透浓水回收设备充分利用这部分能量,对浓水进行部分回收处理,回收水水质优于超滤出水,可直接进入中间水箱或原水箱。ERD-反渗透浓水回收设备不需要复杂的预处理工艺,无需对废水进行软化、除油等措施,大大缩短了处理工艺流程,降低了系统投资成本和维护成本,从而有效的节约了水资源,降低了企业的运行成本。
描述
ERD反渗透浓水回收设备是用于处理废弃浓水及高含盐废水的高效废水处理设备。润能环保针对现有反渗透系统浓水大量排放且未能更好的回收利用,在美国DOW化学、英国碧化(原美国大湖)全方位技术支持下研发出新一代ERD反渗透浓水回收设备。润能环保设计生产的ERD-反渗透浓水回收设备已获得国家专利(专利号:201520954829.5)。反渗透浓水系统具有一定的压力差,ERD反渗透浓水回收设备充分利用这部分能量,对浓水进行部分回收处理,回收水水质优于超滤出水,可直接进入中间水箱或原水箱。ERD-反渗透浓水回收设备不需要复杂的预处理工艺,无需对废水进行软化、除油等措施,大大缩短了处理工艺流程,降低了系统投资成本和维护成本,从而有效的节约了水资源,降低了企业的运行成本。
ERD反渗透浓水回收设备技术参数表
| 型号 | 对应RO设备(m³/h) | 尺寸(长×宽×高,m) | 设备净重量(kg) | 设备运行重量(kg) | 产水量(m³/h) | 进水压力(bar) | 进水口法兰 | 产水口法兰 | 控制系统 |
| ERD-6 | 30~40 | 3.0×0.8×1.8 | 580 | 768 | 5~6.5 | ≥7.0 | DN50 PN1.6 | DN32 PN1.0 | PLC+MCGS |
| ERD-12 | 50~80 | 3.0×1.2×1.8 | 750 | 1126 | 8~13 | ≥7.0 | DN65 PN1.6 | DN50 PN1.0 | PLC+MCGS |
| ERD-18 | 90~120 | 4.0×1.2×1.8 | 1200 | 1765 | 15~20 | ≥7.0 | DN80 PN1.6 | DN50 PN1.0 | PLC+MCGS |
| ERD-24 | 130~150 | 5.0×1.2×2.25 | 1300 | 2055 | 21.5~25 | ≥7.0 | DN80 PN1.6 | DN65 PN1.0 | PLC+MCGS |
| ERD-30 | 160~190 | 5.0×1.2×2.25 | 1450 | 2454 | 26.5~33 | ≥7.0 | DN100 PN1.6 | DN80 PN1.0 | PLC+MCGS |
| ERD-36 | 200~220 | 5.0×1.6×1.8 | 1550 | 2680 | 33~38 | ≥7.0 | DN100 PN1.6 | DN80 PN1.0 | PLC+MCGS |
ERD反渗透浓水回收设备工作原理
ERD-反渗透浓水回收设备主要由压力膜管,专用膜元件,仪表,管路,阀门,控制箱,仪表箱,机架等部件组成。ERD-反渗透浓水回收设备利用反渗透浓水具有一定的压力(浓水压力低于0.7需要增加增压装置),将余压作为浓水处理的动力,将浓水引入到ERD-反渗透浓水回收设备中。废水经浓水处理装置脱盐后,根据产水水质(决定于反渗透原水水质)来决定回收方向,如果产水水质较好,这部分回收水回流至原水箱或一级反渗透产水箱,与反渗透产品水混合使用;如果产水水质不太好,则这部分水可以回用至原水箱以节约原水耗量,或回用作为厂区循环水的补充水。
ERD反渗透浓水回收设备工作流程
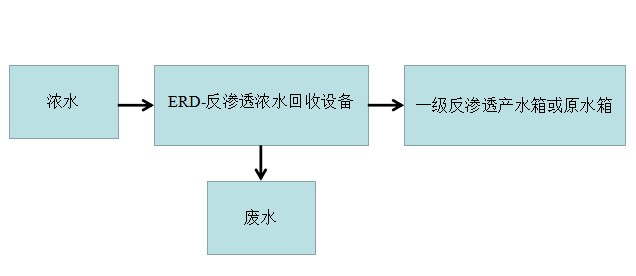
ERD反渗透浓水回收设备特点
• 运行可靠,维护费用、投资费用、运行费用低,符合目前经济节能安全稳定的要求;
• 产水水质优于自来水;
• 占地面积小、成套设备施工周期短;
• 运行维护简单,不影响整体反渗透系统正常运行的特性;清洗周期长,5-6个月清洗一次;
• 无需加酸调整水质,安全系数高;
• 可延长膜元件及系统的使用寿命;
• 可以降低污水处理的费用;
• ERD-反渗透浓水回收设备采用特殊改造的陶氏纳滤膜元件,其特点如下;
• 该纳滤膜元件可以去除二氧化硅、硝酸盐、铵盐等特定溶解物;
• 适应水质范围广,进水电导率要求低;
• 其性能全面优于普通纳滤膜元件,使用寿命≥5 年。
ERD反渗透浓水回收设备应用领域
ERD反渗透浓水回收设备广泛应用于电力、电子、食品、制药、饮料、化学、饮水、石油、海水淡化和其他环保领域,用来有效处理工艺用水、生产用水、生活用水、海水、苦咸水、循环水、石化废水等高浓度及含盐污水深度处理及回收利用。

